Лак при повышенном давлении

В борьбе за безупречный внешний вид автомобиля главным «личным оружием» маляра является покрасочный пистолет — по-научному краскопульт. В отличие от «рыцарей плаща и кинжала», маляры применяют свои пистолеты в сугубо мирных целях (и слава Богу!), хотя привязаны они к ним не меньше, чем агент 007 к своей «беретте». О настройке краскопульта, его подготовке к «покрасочному бою», мы и расскажем на этот раз.
Когда я слышу слово «покраска», я хватаюсь за пистолет…
Все пистолеты, применяющиеся в ремонтной окраске автомобилей, работают по принципу пневматического распыления. Это означает, что лакокрасочный материал, подающийся в краскораспылитель и выходящий из его сопла, разбивается на мелкие частицы потоком сжатого воздуха, «выстреливающего» с большой скоростью из отверстий воздушной головки.
В результате образуется так называемый окрасочный факел, состоящий из частичек материала, движущихся по направлению к окрашиваемой поверхности. Долетев до поверхности, частички оседают на ней, формируя покрытие.
Устройство и особенности конструкции окрасочных пистолетов
Конструкция окрасочных пистолетов включает в себя:
- корпус с каналами для подачи сжатого воздуха и краски, снабженными игольчатыми клапанами,
- спусковой рычаг, управляющий переключением клапанов,
- выходное сопло для смесеобразования и формирования факела требуемой формы,
- резервуар (бачок) для краски,
- регулировочные винты для изменения расхода воздуха, краски и корректировки пятна распыла.

Устройство краскопульта SATA
К особенностям конструкции можно, пожалуй, еще отнести механизм спускового рычага. Он устроен так, что при его нажатии сначала открывается подача сжатого воздуха. Дальнейшее нажатие приводит к срабатыванию клапана подачи краски.
Функции и расположение регуляторов
Как уже было сказано, на корпусе любого современного краскопульта имеется несколько регулировочных винтов.
- Первый, самый верхний (на некоторых краскопультах, как например у SATA, может располагаться сбоку), отвечает за корректировку размера и формы окрасочного факела.
- Второй ответственен за регулировку хода иглы и количество подаваемого материала.
- На многих краскопультах присутствует еще и третий винт, с помощью которого регулируется подача воздуха на входе. Как правило, он располагается внизу на рукоятке пистолета. У SATA этот винт находится «сзади» — под винтом регулировки подачи материала.

Регуляторы на корпусе краскопульта SATA
Вопрос регулировки краскопульта сводится к выбору правильного соотношения «воздух — материал». При правильном балансе эти параметры позволяют добиться максимальной равномерности окрасочного факела по всей ширине, и такого же равномерно распределения лакокрасочного материала по поверхности.
Система окрасочного пистолета
В зависимости от величины давления сжатого воздуха на входе в краскопульт и на воздушной головке (на выходе), все окрасочные пистолеты можно разделить на три основные группы:
- конвенциональные (высокое давление);
- HVLP (High Volume Low Pressure — большой объем воздуха и низкое давление);
- LVLP (Low Volume Low Pressure — низкий объем воздуха и низкое давление).

Различные типы окрасочных пистолетов внешне выглядят практически одинаково. “Изюминка” скрыта внутри конструкции
На сегодняшний день наиболее прогрессивными, экономичными и удовлетворяющими экологическим требованиям являются последние два типа распылителей. Как видно из названия, они характеризуются низким рабочим давлением: если обычные конвенциональные пистолеты распыляют материал при высоком давлении (примерно 3-4 бар), то пистолеты систем HVLP и LVLP — при низком (примерно 0,7-1,2 бар).
Что это дает? Главное преимущество — высокий коэффициент переноса краски. При малом давлении меньше краски превращается в бесполезный туман вокруг детали (так называемый overspray, «перепыл»), и больше переносится непосредственно на деталь. У краскопультов низкого давления коэффициент переноса достигает 65-70% (по сравнению с 30-45% у конвенциональных распылителей). Учитывая, что краски типа металлик и перламутр являются недешевыми, можно легко подсчитать, сколько денег сбережет для вас подобный краскопульт.
Наиболее точно измерить давление на выходе можно с помощью специальной тестовой воздушной головки с двумя манометрами.

Для настройки и контроля давления пистолета HVLP SATA выпускает тестовую головку с двумя манометрами
К сожалению, такие насадки в комплекте с пистолетом не идут, поэтому указанная величина контролируется косвенно, по параметру давления на входе в краскопульт. С регулировки этого параметра мы и будем начинать настройку краскопульта.
Настройка входного давления
Давление на входе в краскопульт — параметр нормируемый и рекомендуемый заводом-изготовителем. Он всегда указывается в технической документации к пульверизатору.
Сразу оговоримся, что настраивать входное давление желательно по регулятору с манометром, подключенному непосредственно к рукояти пульверизатора. Ибо на пути сжатого воздуха от компрессора к краскопульту неминуемы потери до 1 бар, а иногда и выше (это зависит от протяженности воздушной магистрали, количества «местных» сопротивлений, состояния фильтров и т.д.). Регулятор, подключенный к ручке краскопульта позволит настроить давление более точно.
Настройка входного давления с помощью манометра-регулятора
Процесс настройки входного давления сам по себе достаточно прост.
1. Откройте (отверните) до максимальных значений винты регулировки подачи воздуха и размера факела. Регулировка подачи краски при этом не играет никакой роли.
2. Затем нажмите на спусковой рычаг пистолета так, чтобы началась подача сжатого воздуха. В это время, вращая регулировочный винт подачи воздуха на манометре, установите рекомендованное давление на входе.
Напоминаем, что для конвенциональных пистолетов это значение составляет от 3 до 4 бар; для пистолетов системы HVLP и LVLP, в зависимости от модели и производителя, данная величина может варьироваться в пределах 1,5-2,5 бар (в основном 2 бар).

Регулировка входного давления по подключенному к ручке пистолета манометру-регулятору. 1. Полностью открываем подачу воздуха. 2. Полностью открываем регулятор ширины факела. 3. Нажимаем на курок. 4. Устанавливаем рекомендованное давление на манометре.
3. После настройки входного давления полностью откройте подачу краски (3-4 оборота регулятора). Убедившись, что все регулировочные винты открыты на максимум, а вязкость краски или лака соответствует заданной, можно приступать к тестам. Но о тестах позже.
Если пистолет оборудован встроенным манометром
Настроить входное давление на «продвинутых» моделях, оборудованных встроенными цифровыми манометрами, еще проще.

SATAjet 4000 B RP Digital со встроенным цифровым манометром

Если пистолет оборудован встроенным манометром. 1. Полностью открываем регулятор факела. 2. Нажимаем на курок. 3. Устанавливаем рекомендуемое давление, вращая регулятор подачи воздуха на краскопульте.
Если манометр без регулятора

Если манометр без регулятора. 1. Полностью открываем подачу воздуха. 2. Полностью открываем регулятор ширины факела. 3. Нажимаем на курок. 4. Вращая регулировочный винт на редукторе компрессора или фильтр-группе, устанавливаем рекомендованное давление.
Если манометра нет вообще. Наименее точный способ
Если же ваш пистолет не оборудован никакими измерительными приборами, очень грубо и приблизительно можно установить давление на редукторе компрессора или манометре фильтр-группы.
Выбирая давление в этом случае важно помнить о том, что падение давления в исправном и чистом фильтре составляет 0,3— 0,5 атм (а в забитом — намного больше!), и примерно 0,6 атм «съедает» воздушный шланг внутренним диаметром 9 мм и длиной 10 м.

Если манометра нет вообще. Наименее точный способ! 1. Полностью открываем подачу воздуха. 2. Полностью открываем регулятор ширины факела. 3. Нажимаем на курок. 4. Устанавливаем давление на редукторе так, чтобы на 10 м шланга (внутренний диаметр 9 мм), на редукторе было на 0,6 бар больше рекомендованного входного давления пистолета.
Если рекомендованное входное давление неизвестно. Настройка пистолетов «no name»
Допустим, вы купили на рынке недорогой окрасочный пистолет с единственной «маркой» «Professional» во всю рукоять, и больше никаких данных об этом краскопульте вам не известно — ни типа, ни рекомендаций по настройке, ни даже имени производителя. В таком случае определить давление на входе можно опытным путем.
Залейте в бачок краскопульта эмаль или лак стандартной вязкости, полностью откройте все регуляторы и, вращая регулировочный винт на манометре, добейтесь получения максимально равномерного отпечатка факела при расстоянии до тестовой поверхности около 15 см. Зафиксированное при этом давление и будет искомым рабочим давлением на входе для этого пульверизатора.
Должны предупредить, что прибегнув к этим рекомендациям, вы можете разочароваться во многих краскопультах. Основная проблема настройки дешевых покрасочных пистолетов заключается в том, что для достижения равномерного факела требуется либо огромное количество воздуха, что требует применения более мощных компрессоров, либо они имеют высокое давление на выходе, что не позволяет качественно раскладывать базовые эмали, содержащие много алюминиевого зерна.
Качественный профессиональный краскопульт отличается от дешевого, пусть даже красивого на вид, так же явно, как и фирменные швейцарские часы от ширпотреба «мэйд ин чайна».

SATAjet 3000 B HVLP. Слева — оригинал, справа — подделка.
Хороший маляр сможет покрасить машину и плохим пистолетом — и выйдет недурно. Покрасит и вторую — тоже хорошо. А на третьей, например, возникнут проблемы… Поэтому виртуозам малярки жалеть деньги на свой главный инструмент просто грех. Но эта проблема выходит за рамки нашей сегодняшней статьи, поэтому рассуждать на эту тему мы дальше не станем.
Размер факела при окраске
Практика показывает, что наибольшая эффективность окраски достигается при работе с факелом максимального размера. Чем шире и равномернее факел, тем равномернее будет распределена по поверхности краска при меньшем количестве проходов.
Конечно, в определенных случаях, например при частичном ремонте, покраске различных мелких деталей, труднодоступных мест и т.д., размер факела, подачу краски и входное давление можно варьировать исходя из необходимости на ваше усмотрение. Но в общем и целом, повторяем: регулировочный винт размера окрасочного факела должен быть открыт «на всю катушку».

Помните, что максимальный размер факела можно получить только при достаточной подаче ЛКМ.
Подача краски
Опять же, если речь идет о стандартных ремонтах, покраске кузова или отдельных деталей целиком, подачу лакокрасочного материала рекомендуется открывать полностью. На большинстве краскопультов максимальная подача краски идет при 3-4 оборотах регулятора, сопло при этом максимально открыто.
При полностью открытой подаче краски обеспечивается наименьший износ сопла и иглы краскопульта.
Диаметр сопла
Немаловажен для маляра и подбор диаметра сопла краскопульта — этим можно добиться оптимального распыления материалов с разной вязкостью. Диаметр сопла должен быть тем больше, чем гуще лакокрасочный материал. И наоборот.
Каждый производитель лакокрасочных материалов четко указывает, какая дюза для какого материала и какого вида выполняемых работ должна использоваться. Как правило, эти рекомендации соответствуют таким значениям (или недалеки от них):
- базовые эмали — 1,3-1,4 мм (для светлых цветов лучше 1,3);
- акриловые эмали и прозрачные лаки — 1,4-1,5 мм;
- жидкие первичные грунты — 1,3-1,5 мм;
- грунты-наполнители — 1,7-1,8 мм;
- жидкие шпатлевки — 2-3 мм;
- антигравийные покрытия — 6 мм (специальный распылитель антиграв. материалов).
Нетрудно догадаться, что диаметр сопла весьма существенно влияет на количество пропускаемой краски, ее расход. Например, залить лаком большой капот с дюзой 1,3 мм будет довольно-таки проблематично (по словам некоторых маляров — застрелиться можно). Даже если подачу краски открыть на полную, пропускной способности с такой дюзой для материала такой вязкости явно будет маловато. Через дюзу 1,5 мм, при прочих равных, лакокрасочного материала проистекает уже на треть больше, чем через дюзу 1,3 мм.
Разбег в значениях диаметров дюз обусловлен также и привычками маляров: кто-то любит наносить «тонко», а кто-то привык «заливать».
Тестируем краскопульт
Существует три простых теста, позволяющих оценить исправность краскопульта и корректность его регулировок:
- тест правильности формы отпечатка факела;
- тест на равномерность распределения краски в факеле;
- тест на качество распыления.
Основным из них является первый, с него и начнем.
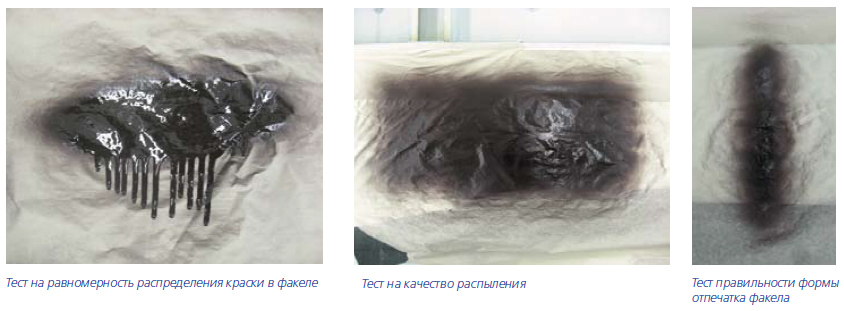
Тест правильности формы отпечатка факела
Для проведения теста нам потребуется лист чистой бумаги или картона, предварительно закрепленный на стене. Дальше действуем следующим образом.
- Убедитесь, что все регулировочные винты краскопульта открыты на максимум, а вязкость ЛКМ в бачке соответствует нормальной.
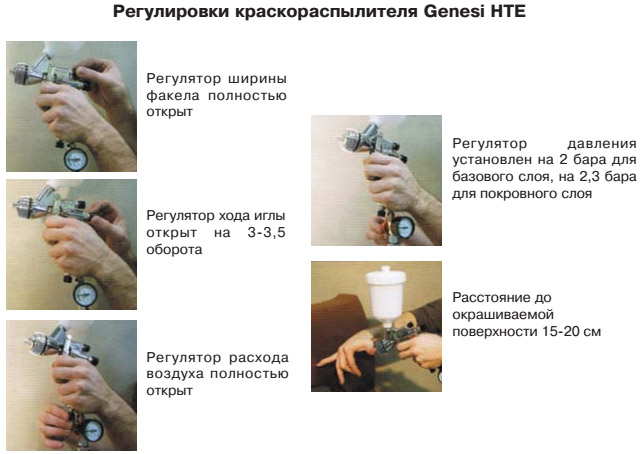
- Поднесите пистолет к тестовой поверхности, на рекомендуемое для типа вашего краскопульта расстояние (20-25 см для конвенциональных распылителей, 10-15 см для HVLP, 15-20 см для LVLP/RP).
- Направьте ось сопла перпендикулярно поверхности листа и буквально на секунду нажмите на спусковой рычаг.
- Смотрим на отпечаток факела. По его виду можно судить о том, насколько правильно отрегулирован пистолет.

Самый эффективный и наглядный способ проверки правильной работы окрасочного пистолета — контороль формы пятна распыла. Процедуру необходимо выполнять каждый раз перед окрашиванием. Пробное распыление проводится на поверхность чистого листа бумаги, картона, закрепленного вертикально
При полной исправности и правильной регулировке краскопульта, отпечаток факела должен представлять собой четкий, сильно вытянутый овал равномерно нанесенной краски (возможно, с небольшой размытостью краев). Его боковые стороны ровные, без каких-либо выступов и впадин, а лакокрасочный материал равномерно распределен по всей площади пятна.

Если же отпечаток факела не соответствует эталону, причина зачастую банальна — несбалансированное соотношение подачи воздуха к подаче краски. Так, если наблюдается переизбыток материала в центре или на краях — попробуйте уменьшить подачу материала, ввернув винт не более чем на один оборот, и повторите тест. Если факел имеет форму восьмерки (сильно сужен в центре) — уменьшите давление на входе. Форму банана отпечаток принимает в случае засорения одного из боковых каналов воздушной головки.
Об остальных причинах некорректного распыления подробнее читайте здесь.
Для опытного мастера важна не только форма, но и степень насыщенности пятна распыла (сухое, нормальное, с формирующимися подтеками). На основании этой информации можно предварительно оценить скорость перемещения окрасочного пистолета и оптимальное расстояние до окрашиваемой поверхности.
Тест на равномерность распределения краски в факеле
Разворачиваем воздушную головку или весь краскопульт так, чтобы отпечаток факела стал горизонтальным. Нажимаем на спусковой крючок и распыляем материал до тех пор, пока краска не начнет стекать вниз ручейками. Наблюдая за скоростью течения этих ручейков и расстоянием между ними, мы можем сделать выводы о равномерности или наоборот, неравномерности распределения краски в факеле.

Тест на равномерность распределения краски в факеле
Для качественной и эффективной покраски материал должен распределяться равномерно или с незначительной концентрацией в центральной части факела. Образцы правильного и неправильного распределения материала приведены ниже.

Следует иметь ввиду, что существуют воздушные головки, специально разработанные для распыления с высокой концентрацией в центре факела.
Тест на качество распыления
Чтобы окончательно убедиться, что наш пистолет наносит лакокрасочный материал равномерно, проведем еще один, последний тест, имитирующий, собственно, сам процесс покраски. Вдоль тестовой поверхности на рекомендуемом расстоянии и с равномерной постоянной скоростью проводим включенным распылителем. Размеры капель краски в полученной полосе могут нам кое-что сказать.

Тест на качество распыления
Во-первых, не нужно пытаться добиться очень мелких капелек одинакового размера. Размер капель зависит как от давления распыления, так и от степени помола пигмента. Поэтому равномерное распределение по отпечатку более мелких капель, чем остальные, можно считать нормальным. Также нормально, когда от центра отпечатка к верхней и нижней его части размер капель слегка уменьшается.
Помните, что для достижения качественного распыления следует использовать минимально необходимое давление. Слишком большое давление приведет к повышенной степени туманообразования, перерасходу материала и чрезмерно «сухому» шероховатому покрытию.
Резюме
- При полной окраске кузова, окраске отдельных деталей и прочих значительных поверхностей, правильной настройкой краскопульта считается такая, при которой полностью открыты регуляторы воздушного потока, подачи краски и ширины факела, и при нажатом курке установлено рекомендованное давление на входе в краскопульт. При этом отпечаток факела должен быть максимально равномерным, без каких-либо изъянов и геометрических смещений.
- При частичной покраске, покраске небольших деталей и труднодоступных мест, ширину факела, подачу материала и входное давление можно варьировать исходя из ситуации. Главным критерием всегда остается правильность формы и равномерность отпечатка факела.
- Рекомендованное входное давление в зависимости от модели и производителя краскопульта варьируется в пределах: 3-4 атм для конвенциональных распылителей и 1,5-2,5 атм для HVLP и LVLP (RP, Trans Tech). Точные рекомендации смотрите в документации к краскопульту.
- Если рекомендованное входное давление неизвестно, оно подбирается опытным путем до получения максимально равномерного отпечатка факела (при полностью открытых всех регуляторах на корпусе краскопульта).
- Сопло краскопульта должно соответствовать вязкости распыляемого материала.
И не забывайте проделывать несложный «ритуал» настройки краскопульта перед началом любых окрасочных работ.
Полезные материалы
Настройка краскопульта (на примере краскопультов Walcom)

Тестовые напылы
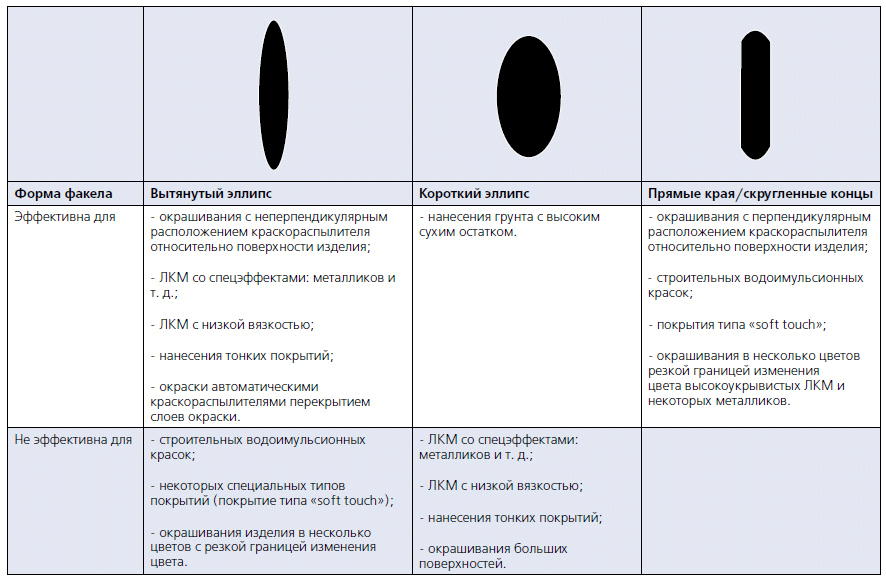
Формы отпечатков факела (в зависимости от типа воздушной головки) и их эффективность в том или ином случае

Источник
Для нанесения красок, лаков и других лакокрасочных материалов разработано несколько различных методов: струйный облив, распыление в электрическом поле, пневматическое распыление, электроосаждение, налив, аэрозольное распыление, в барабанах, распыление под высоким давлением, нанесение с использованием валков, шпателей, кисти и т.п.
Метод нанесения лакокрасочного материала выбирается с учетом вида детали, ее габаритов, назначения, требований к готовому покрытию, экономической целесообразности, условий производства и т.д.
Пневматическое распыление
Пневматическое распыление – наиболее распространенный способ нанесения красок и лаков. Пневматическое распыление может осуществляться с подогревом лакокрасочного материала и без него (используется чаще).
Пневматическое распыление с подогревом лакокрасочного материала
Подогрев позволяет распылять лакокрасочный материал с повышенной вязкостью без применения растворителей (дополнительного разведения красок), т.к. при нагреве снижается поверхностное натяжение и вязкость ЛКМ. Часто для определенных лакокрасочных материалов рекомендуется оптимальный показатель исходной вязкости. То, на сколько снизится вязкость, в большей степени зависит от пленкообразующего компонента лакокрасочной системы.
Покрытие, полученное данным способом, отличается более высоким качеством. Это обусловлено тем, что при подогреве краски повышается ее текучесть, увеличивается глянец и поверхность не «белеет» от конденсата влаги.
Пневматическое распыление с нагревом лакокрасочного материала имеет некоторые преимущества перед распылением без нагрева:
— за счет меньшего числа наносимых слоев повышается производительность;
— благодаря нагреву израсходуется меньше растворителей (для пентафталевых, масляных, глифталевых, меламино-, мочевиноалкидных материалов около 40%, а для нитроцеллюлозных – до 30%);
— можно наносить материалы с высоким содержанием сухого вещества и повышенной вязкости;
— из-за быстроты нанесения и пониженного содержание в ЛКМ растворителей уменьшаются потери на туманообразование;
— при подогреве повышается укрывистость лакокрасочного материала и увеличивается толщина наносимого защитного слоя, за счет чего уменьшается число наносимых слоев.
Не все лакокрасочные материалы можно наносить методом пневматического распыления с подогревом. Подходят только те, структура которых не меняется при нагревании, а покрытие образуется с высокими защитными свойствами. Широко используются нитроглифталевые, нитроцеллюлозные, битумные, глифталевые эмали и лаки, мочевинные, меламиноалкидные, перхлорвиниловые, нитроэпоксидные эмали марки ХВ-113.
Лакокрасочные покрытия, нанесенные пневматическим распылением с предварительным подогревом, по механо-физическим свойствам и коррозионной стойкости не уступают слоям из тех же материалов, разведенных до необходимой вязкости растворителем и нанесенных распылением без подогрева (при одинаковой толщине).
В машиностроении подогретые лакокрасочные материалы чаще всего наносятся с использованием установки УГО-5М (установка горячей окраски). Данный аппарат взрывонепроницаем.
Технические характеристики УГО-5М:
— расход ЛКМ при температуре 70 °С – 0,25 – 0,35 м3/час;
— температура лакокрасочного материала, выходящего из лаконагревателя – 50 — 70 °С;
— температура сжатого воздуха (при выходе из нагревателя воздуха) – 30 — 50 °С;
— производительность аппарата (по воздуху) при температуре 50 °С — 20 м3/час;
— рабочее давление ЛКМ при подаче к краскораспылителю – 1 – 4 кгс/см2;
— давление сжатого воздуха, который подается к распылителю – 2 – 4 кгс/см2;
— максимальная продолжительность предварительного нагрева ЛКМ – 45 минут;
— максимальная продолжительность предварительного нагрева сжатого воздуха – 30 мин.;
— необходимое напряжение электросети – 220 В;
— мощность нагревателя воздуха – 0,5 кВт;
— мощность красконагревателя – 0,8 кВт;
— габариты установки УГО-5М – 580×380×1775 мм;
— вес установки УГО-5М – 130 кг.
Дефекты, возникающие при пневматическом распылении и методы их устранения
| Дефект | Причина возникновения | Как устранить |
| Краска распыляется неравномерно (в сторону) | Сопло не отцентровано относительно головки, засор зазора между соплом и головкой | Плотно свинтить корпус и сопло, снять с краскораспылителя головку и хорошо промыть сопло |
| Повышенное туманообразование, струя распыляется очень сильно | Высокое давление воздуха | Необходимо отрегулировать давление воздуха |
| Краска подается к соплу с перебоями, прерывистый факел | Загрязнение краски, очень малое количество краски в бачке, засор сопла | Отфильтровать краску, долить в бачок ЛКМ, разобрать и хорошо промыть сопло |
| Струя распыляется недостаточно сильно | Утечка воздуха или пониженное давление воздуха | Осмотреть шланг подачи воздуха и воздушный клапан, увеличить давление воздуха |
| Из сопла в нерабочем состоянии сочится краска | Плохо отрегулирована игла (неплотно закрывает сопло), засорилось сопло | Отрегулировать положение иглы, разобрать и промыть сопло |
| Из головки распылителя в нерабочем состоянии выходит воздух | Изношена прокладка воздушного клапана | Заменить прокладку |
| Покрытие имеет шагрень | Высокая температура воздуха в окрасочном помещении, холодный воздух, высокая вязкость ЛКМ | Изменить состав растворителя и изменить температуру нагрева, добавить высококипящие растворители или подогреть воздух до комнатной температуры, отрегулировать оптимальную вязкость ЛКМ |
| Происходит вспучивание и отслоение покрытия | Воздух плохо очищен от масла и влаги | Очистить и продуть масловлагоотделитель |
| Покрытие с соринками | Краска плохо фильтруется | Отфильтровать краску в соответствии с техническими условиями |
Пневматическое распыление без подогрева лакокрасочного материала
Пневматическим распылением без подогрева наносят краски, эмали и др. ЛКМ, изготовленные на основе практически всех видов пленкообразователей.
Недостатки метода:
— довольно большие затраты растворителей;
— значительные расходы лакокрасочных материалов на туманообразование (от 20 до 40%, а иногда и более);
— необходимо окрашивание проводить в специальных камерах с хорошей вентиляцией и системой очистки воздуха;
— дороговизна эксплуатации окрасочных камер.
Составные элементы установки пневматического распыления: масловлагоотделитель, централизованная линия сжатого воздуха (или же передвижной, переносной компрессор), краскопульт (краскораспылитель), шланги для подачи краски и сжатого воздуха, красконагнетательный бак с перемешивающим устройством и редуктором.
Для того чтоб получить сжатый воздух, используют передвижные компрессоры СО-62М, СО-45А, СО-7А и т.п.
При больших объемах окрасочных работ часто используют компрессоры СО-7А и СО-62М, т.к. они являются передвижными вертикальными, работают при повышенном давлении (6 кгс/см2), отличаются достаточно высокой производительностью (30 м3/ч). Предохранительный клапан у них отрегулирован на избыточное давление 8 кгс/см2. Емкость ресивера составляет 22 и 24 литра, а мощность двигателя – 3,0 и 4,0 кВт соответственно. Масса передвижной установки СО-7А составляет 140 кг, а СО-62М – 165 кг.
Компрессор СО-45А является переносным, поэтому более мобильный. Максимальное давление в два раза меньше, чем у вертикальных его сородичей, а производительность – в 10 раз. Мощность электродвигателя у компрессора СО-45А составляет 0,15 кВт. Ресивер отсутствует. Предохранительный клапан отрегулирован на избыточное давление 3,1 кгс/см2. А масса составляет всего 21 кг. Бесспорным преимуществом диафрагменного компрессора СО-45А является то, что он может выступать в качестве вакуум-насоса для создания разрежения (около 25 мм. рт. ст.).
Двухцилиндровые одноступенчатые поршневые компрессоры простого действия с охлаждением цилиндров при помощи воздуха могут создавать рабочее давление воздуха около 4 – 7 кгс/см2.
Одноступенчатый переносной диафрагменный компрессор СО-45А используют для распылителей лакокрасочного материала, которые работают при маленьком давлении воздуха (до 3 кгс/см2). В большинстве случаев – это аэрографы.
Компрессорные аппараты высокого качества выпускает ВЗСОМ (Вильнюсский завод строительно-отделочных машин).
Масловлагоочистители могут быть подвесными (СО-15А или С-418А) или напольные (С-732) сконструированные на ВЗСОМ.
В промышленных условиях часто используют красконагнетательные баки типа СО-13, СО-12 и СО-42 (ВЗСОМ).
Установка СО-13 (красконагнетательный бак) – это полностью герметичный сосуд с крышкой. Именно на крышку и монтируется арматура бака. Для того, чтоб снизить давление воздуха на краску, используется редуктор. От редуктора одна часть воздуха поступает к краскораспылителю, а другая (в которой давление пониженное) направляется к красконагнетательному баку и вытесняет краску к краскораспылителю. Если в баке создается избыточное давление, то его можно сбросить вручную, повернув винт клапана для сброса давления. Если же по каким то причинам человек, работающий на установке, не сбросил избыточное давление, то оно сбрасывается самостоятельно при достижении давления 4,5 кгс/см2. Самостоятельный сброс давления осуществляется при помощи предохранительного клапана. Это обеспечивает дополнительную безопасность работ и сохранность изделия.
ВЗСОМ выпускает большое количество различных установок и аппаратов. Одним из них является пневматическая турбина С-417А. Она необходима для передачи мешалке вращательного движения.
Технические характеристики турбины С-417А:
— мощность – 0,2 л.с.;
— максимальное давление – 5 кгс/см2;
— количество оборотов холостого хода – 290 в мин.;
— диаметр шланга – 13 мм;
— расход воздуха – 0, 45 м3/ч;
— вес – 4,1 кг.
Из красконагнетательного бака к распылителю идут шланги, по которым осуществляется подача лакокрасочного материала. Шланги изготавливаются из напоровсасывающего резинотканевого рукава для масел и жидких топлив. Данный рукав производят по ГОСТ 2318-43, по типу Б – устойчивость к воздействию бензина. Гидравлическое давление при испытаниях – не меньше 20 кгс/см2, а при эксплуатации – до 7 кгс/см2. Внутри диаметр рукава может быть 9, 12 или 16 мм.
Краскораспылители
В зависимости от типа распылительной головки и принципа действия краскораспытители различают:
— высокого давления (рабочее давление от 3 до 6 кгс/см2);
— низкого давления (2,5 – 3 кгс/см2).
Также краскораспылители могут быть внутреннего или наружного смешивания. К краскораспылителям (краскопультам) высокого давления внутреннего смешивания относится С-512, который в машиностроении почти не используется. К краскораспылителям высокого давление наружного смешивания относятся следующие марки: КРУ-1, О-37А, ЗИЛ, КР-10, КА-1.
Самое широкое распространение получил краскопульт КРУ-1. С его помощью распыляют лакокрасочные материалы, имеющие рабочую вязкость при комнатной температуре (18 – 23 °С) до 40 с по ВЗ-4.
Подача лакокрасочного материала к краскораспылителю может осуществляться от стакана (маленького бачка), который закреплен на нижней или верхней части краскопульта, либо же от красконагнетательного бака через нижний штуцер.
Почти все краскопульты по своей структуре аналогичны краскораспылителю типа КРУ. Но все же, могут быть оснащены усовершенствованной распылительной головкой и иметь большее количество отверстий для воздуха (при их помощи можно менять форму факела).
Для настройки распылителя предназначены клапаны, регулирующие подачу воздуха и лакокрасочного материала. К краскораспылителям с повышенной производительностью можно отнести устройства марки ЗИЛ.
Краскораспылитель КА-1 (игла открывается воздухом автоматически) широко используется при окраске деталей подогретым или холодным ЛКМ на поточных автоматических линиях.
Электроокрашивание (распыление в электрическом поле высокого напряжения)
Суть электроокрашивания заключается в переносе в электрическом поле высокого напряжения заряженных частиц краски. Электрическое поле создается между двумя электродами, один из которых – изделие, которое окрашивается, а другой – краскораспылительное коронирующее устройство. Изделие заземляют, а к краскораспылителю подключают высокое напряжение (зачастую отрицательное). Лакокрасочный материал подается к краскораспылителю (на коронирующую кромку), где отрицательно заряжается, и под действием электрических сил распыляется. Поток распыленного лакокрасочного материала направляется к окрашиваемому изделию и осаждается на его поверхности. Электроокрашиванием наносят защитные слои как на металлические, так и на неметаллические поверхности (резину, дерево и т.п.).
Окрашивание зачастую производят на конвейерных линиях с использованием стационарных установок или ручных краскораспылителей. Производительность процесса окраски зависит от того, какие виды краскораспылительных установок используются и сколько их. Ручные краскораспылители характеризуются достаточно маленькой производительностью, хотя имеют ряд преимуществ: небольшой расход лакокрасочного материала (отсутствие его потерь), возможность окрашивать изделия решетчатой структуры и т.д.
На стационарных установках окрашиваются детали достаточно простой формы: корпуса стиральных машин, кузова автомобилей, корпуса различных приборов, электродвигателей, холодильников и т.п.
Источник

